德州瑞和机械有限公司
专注产品系统研发、生产,为您提供一站式工程解决方案
24小时咨询热线:
13583467678
德州瑞和机械有限公司
专注产品系统研发、生产,为您提供一站式工程解决方案
24小时咨询热线:
13583467678

联系人:刘经理
手 机:13583467678
邮 箱:840194543@qq.com
网 址:www.dzrhjx.com
地 址:山东省德州市德城区幸福大道京津鲁冀产业园B区12号
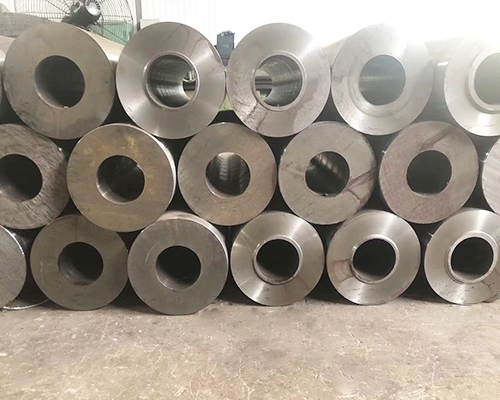
深孔加工厂家分享深孔钻加工基础小知识。
深孔加工厂家说孔加工分为浅孔加工和深孔加工两类,也包括介于两者之间的中深孔加工,一般规定孔深L与孔径d之比大于5,即L/d>5的孔称为深孔,;L/d≤5的孔称为浅孔。
早期用于加工金属的深孔钻头是偏钻,到1860年美国人对偏钻作了改进发明了麻花钻,随着枪炮生产的迅速发展,在20世纪初,德、英、美等国的军事工业部门先后发明了单刃钻孔工具,因用于加工枪孔而得名枪钻,枪钻也称为月牙钻、单刃钻及外排屑深孔钻,此后BTA的出现为第二次世界大战的需要做出贡献,后来更多的深孔加工技术飞跃而起,例如,喷吸钻,DF,绗磨,滚压,电火花,超声波,激光等。
深孔加工的分类:深孔加工可分为一般深孔加工(钻.镗等),精密深孔加工(行磨,滚压等)和电深孔加工(电火花,电解等)。
1、按加工方式分类
(1)实心钻孔法:毛坯无孔,采用钻削加工出孔的方法
(2)镗孔法:以有孔,为提高孔的精度和降低孔表面粗糙度采用的方法
(3)套料钻孔法;用空心钻头钻孔,加工后毛坯中心残存一根芯棒的方法

2、按运动形式分类
(1)工件旋转,刀具作进给运动
(2)工件不动,刀具旋转又作进给运动
(3)工件旋转,刀具也作相反方向旋转又作进给运动
(4)工件作旋转运动与进给运动,刀具不动,这种形式采用不多
3、按排屑方式分类
(1)外排屑;切屑从刀杆外部排出.切屑沿刀杆外部向后排出,切削液从钻 杆内部进入
(2)内排屑:切屑从刀杆内部排出,切削液从钻杆内部进入
4、按加工系统(冷却,排屑系统)分类
(1)枪钻系统
(2)BTA系统
(3)喷吸钻系统
(4)DF系统
四 深孔加工的特点
深孔加工是处于封闭或半封闭状态下进行的,故具有以下特点:
(1)不能直接观察到刀具的切削情况.目前只能凭经验,通过听声音,看铁屑,观察机床负荷及压力表,触摸振动等外观现象来判断切削过程是否正常.
(2)切削热不易传散,一般切削过程中80%的切削热被切屑带走,而深 孔钻削只有40%,刀具占切削热的比例较大,扩散迟,易过热,刃口的切削温度可达600C,必须采用强制有效的冷却方式
(3) 切屑不易排出.由于孔深,切屑经过的路线长,容易发生阻塞,造成 钻头崩刃,因此,切屑的长短和形状要加以控制,并要进行强制性的排屑。
(4) 工艺系统刚性差,因受孔径尺寸限制,孔的长径比较大,钻杆细而长,刚性差,易产生振动,钻孔易走偏,因而支承导向极为重要。
以上内容由深孔加工厂家整理,欢迎来电咨询了解!