德州瑞和机械有限公司
专注产品系统研发、生产,为您提供一站式工程解决方案
24小时咨询热线:
13583467678
德州瑞和机械有限公司
专注产品系统研发、生产,为您提供一站式工程解决方案
24小时咨询热线:
13583467678

联系人:刘经理
手 机:13583467678
邮 箱:840194543@qq.com
网 址:www.dzrhjx.com
地 址:山东省德州市德城区幸福大道京津鲁冀产业园B区12号
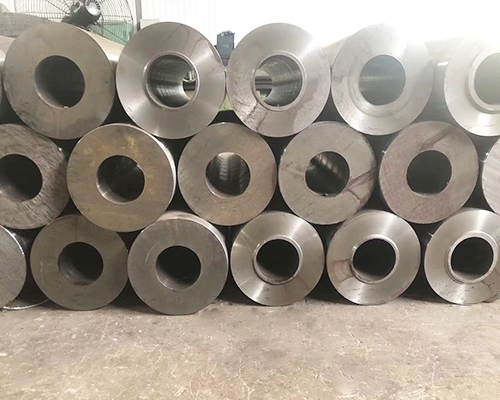
如何进行复杂的深孔加工?
对于深孔加工,钻头的好坏很大程度上影响着加工效率和工件质量,所以钻头对于深孔加工,是一个非常重要的配件。但是可以肯定的是,钻头在使用过程中会有一定程度的磨损,所以我们有必要对钻头进行打磨。

磨钻头时,钻头的刃口要上下摆动,钻头尾部不能翘起。这是一个很标准的动作,但是握住把手的手不能摆动,以防后把手翘起来。这是很关键的一步,钻头的好坏有很大关系。钻头的轴线应与砂轮表面成60°角倾斜,这是钻头的前角。如果角度不对,会直接影响钻头顶角的大小、主切削刃的形状和横刃的斜角。
钻孔机移动速度:
高速钻机容易形成油楔,可以使用低粘度的润滑油来保证油膜的存在,因为粘度过高会产生更多的热量,产生较大的阻抗,容易因温度过高而损坏钻机。低速运转时,负荷主要取决于油的粘度,因此应选择粘度较高的润滑油。
深孔加工是一种由专门为现有应用而设计的刀具所主导的加工领域。深孔加工在生活中很多不同的行业都有涉及,但是在能源和航空航天行业应用比较广泛。起初,深孔零件的一些特征往往看起来无法形成,但专家设计的非标准刀具的解决方案不仅可以解决工艺问题,还可以在一定程度上确保实现无误差特征。
目前深孔加工领域的成功通常是基于标准和专用工具组件的混合使用,这些组件都有设计专用深孔加工工具的经验。这些刀具配有加长的高精度刀柄,具有配套功能和一体化铰刀。结合新的切削刃槽形和刀片材料冷却液和切屑控制,可以在高穿透率和深孔加工下获得所需的高质量结果。